

想一睹橡胶止水带_橡胶支座把实惠留给您产品的真实风采吗?我们的现场实拍视频将带您亲临现场,带你感受橡胶止水带_橡胶支座把实惠留给您产品的独特之处!
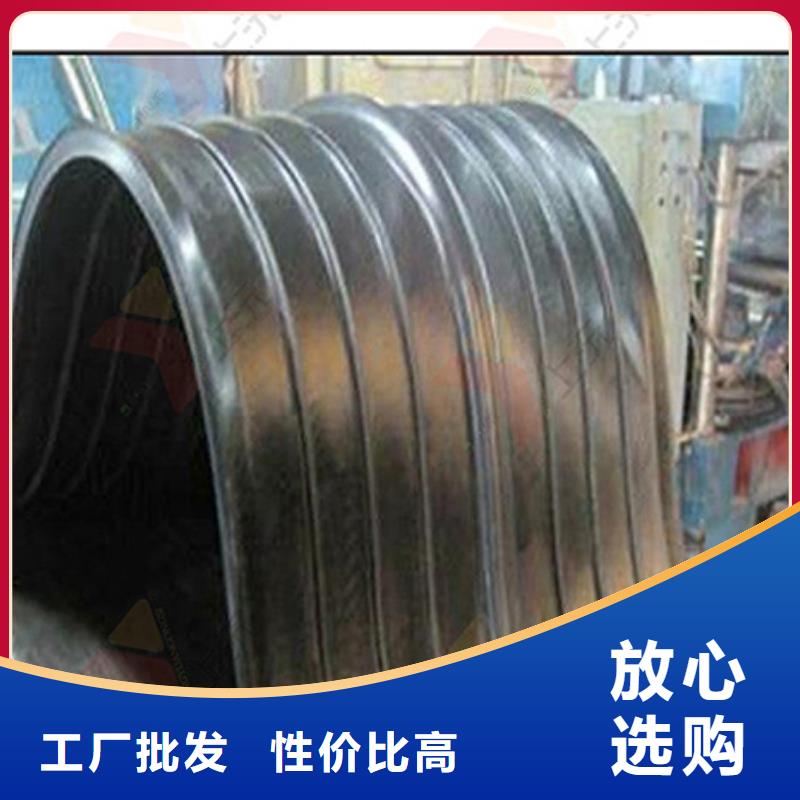
以下是:橡胶止水带_橡胶支座把实惠留给您的图文介绍

十多年的发展历程,历经坎坷,走向辉煌,脚踏实地”的奋斗与奉献,上沅工程技术有限公司将励精图治,勇往直前,开拓创新,愿与 吉林辽源橡胶支座业界同行携手共进,共创中国 吉林辽源橡胶支座事业新的辉煌。



在已打磨光滑的钢边两面涂刷橡胶与金属粘结剂。在加工打磨钢板橡胶止水带连接端头的同时预热橡胶止水带的熔接模具好,预热时间按电热丝的发热功率约在30分钟。目的是将模具温度控制在140~150℃度之间。当温度计显示模具温度已到140~150℃即可进行后续步骤。把需要熔接钢边橡胶止水带两端头按步骤2搭接放入橡胶熔接模具底模的中间,连接处放满生胶片。按模具的对中孔洞,轻轻放置熔接模具的顶模。在安放模具顶模的过程中要避免生胶片和熔接端头的跑位,如果过程中钢边橡胶止水带需熔接的两端头跑位,需重复此步骤,确保熔接两端头的正确位置。用千斤顶将安放好的顶模具加压。此步骤注意的是: 次千斤顶加压压力不要过大大,加压至模具顶模和底模之间距离在2cm左右。待熔接钢边橡胶止水带的生胶片硫化一段时间,约5~10分钟后再进行千斤顶的二次加压。




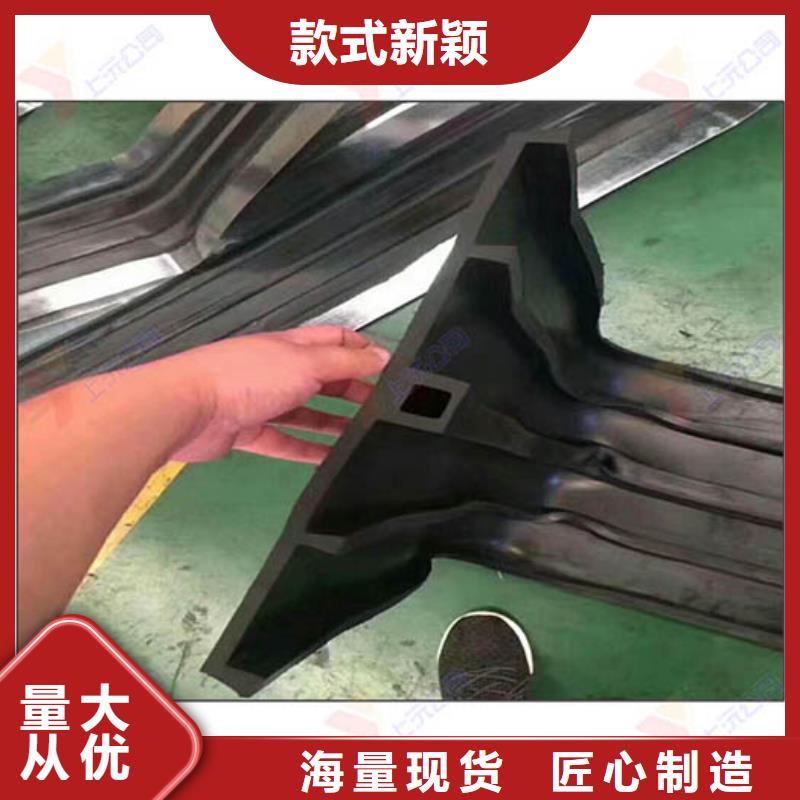
用途及适应温度:
普通型:-25℃-+60℃;耐寒型:-40℃-+60℃
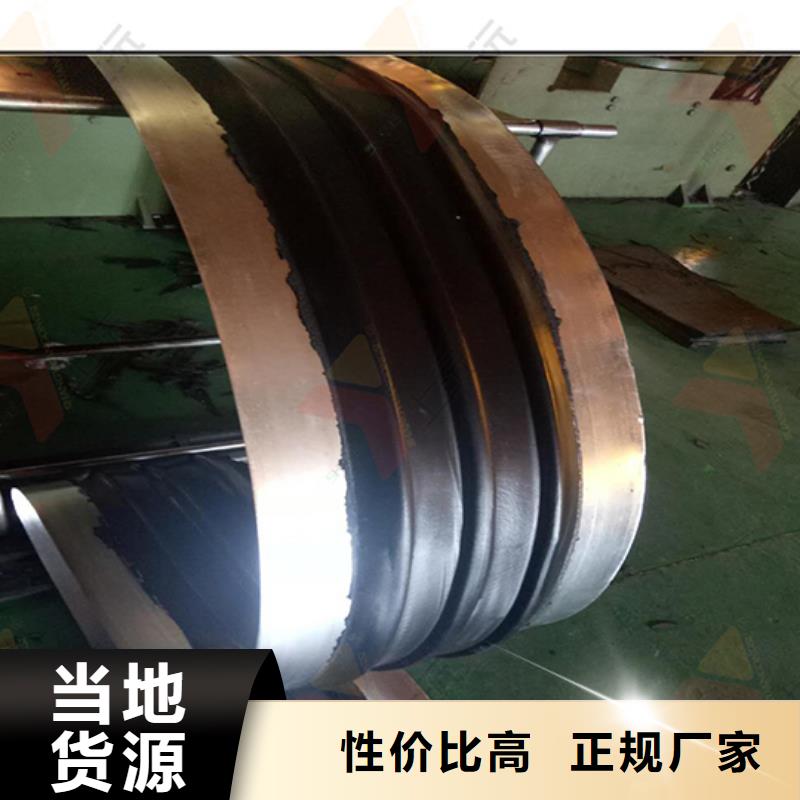
接头方法
中埋式橡胶止水带接头方法有两种:一种是采用粘接剂进行冷接头,一种是使用热硫化模具进行热接。
下边就分别介绍下两种接头方法:粘接剂冷接是采用橡胶止水带专用冷接胶水、采用搭接法把止水带需要接头的断面用磨光机磨平5~10厘米、涂胶水压实即可,具有强度高、凝固快的优点、施工方便、省时省力,可达到工程质量要求。
现场热接硫化法接头是使用与止水带匹配的热硫化模具及生胶片现场硫化热接,施工难度大,但接头效果理想,适合对工程质量要求严格的项目。


